2.搅拌对安装
将搅拌头放在手里或放入专用的夹持工具里。
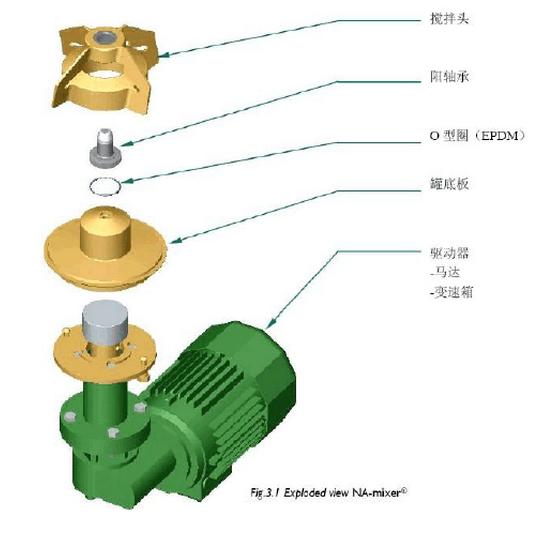
仔细定位搅拌头的位置,并将其对准放置在罐底板上。不能将搅拌头落入阳轴承上;因为轴承表面非常脆弱,并且极易受损。用手旋转搅拌头,确保其旋转不产生任何刮擦声。
3.驱动器安装
GMP 50, GMP 100 和GMP 500
1. 将外部驱动头插入罐底板,将其上的槽对准罐底板上的两处螺丝钉放置。
2. 将驱动器右旋15度,或将其旋转到停止位置。 3. 使用扳手正确安装两个螺母。 GMP 1 000 和GMP 2 000
1. 将外部驱动头插入罐底板,将其上的锁定螺纹放入罐底板上的两个椭圆形洞孔。 2. 将驱动器右旋10度,或将其旋转到停止位置。 3. 使用扳手正确安装两个螺母。
4.启动
1 将驱动器与动力源相连接。
2. 将**高/**低速度和加速时间/延迟时间调整到与实际产品适用的数值,并调整相应容量:更大搅拌容量⇒更长搅拌时间
3. 将GMP-搅拌器启动几秒钟,确保搅拌头按照顺时针方向旋转。(参见上文描述) 4 启动搅拌器,并将其速度缓慢提升到工作转速。
5.运行
运行条件:
处理介质: 1cp**800cp的牛顿液体 介质温度: **高温度达135° C
压力: 针对实际使用压力容器,参见相关运算
容器比例: 1:1 - 1:2 (D:H)(当搅拌中必须要有涡流时的推荐比例) 运行原则: 装料原则:
在将固体物质装入搅拌器之前,应在容器内加入足够多的液体并运行搅拌器。不可将大量固体堆积在容器底部,这样可能造成搅拌头的磁力退耦。 搅拌原则:
根据经验,**佳搅拌效果是在容器内的液体运动显示湍流并开始形成涡流时获得。 空转运行:
搅拌器不能在干燥状态下空转。干转的轴承表面会发生切变,产生噪音,**后导致破裂。 如果搅拌器在下列典型情况下运行,则必须采取预防措施: o 高速
o 在热的注射用水里 o 处于常压下
o 蒸气杀菌过程中及完成之后
在工艺验证工作中上述四个因素要仔细考虑,并加以控制,以避免出现严重损失。 因为突然产生的液体沸腾及气穴现象,在机器的阳性及阴性部件之间极可能快速产生完全干燥的表面。此时的典型情况是:
高频率噪声---隆隆声---磁性退耦---可能的轴承损坏
此时应立即停止运行搅拌器,检查机器的阳轴承,确保其金属与金属直接接触完全,并且是紧合的。确保搅拌头没有碰撞到任何容器表面。检查轴承是否出现裂缝及损坏。 以下调整可以减轻或消除以上所描述的情况:
降低搅拌器速度到工艺要求**小速度 给容器加压,避免内部液体沸腾
酸碱度限度:
轴承的制成材料,碳化钨(阳性及阴性)可以允许轴承与酸碱度处于3到10之间液体持续接触。如果液体的酸碱度超出这个范围(**大范围为2-12),则每次液体处理,轴承与液体的接触时间必须限制在**高处理时间15分钟以下。这种情况下的常规处理将极大地影响轴承材料的使用寿命。而轴承的制成材料碳化硅(阳性及阴性)可以将酸碱度限度扩大到了1-14。
6.清洗
1.罐底阀一直打开以连续排出清洗和淋洗的液体。如果喷淋球覆盖了包括搅拌头的所有表面,将可以完成完全CIP。这是因为搅拌头的开放结构。它将与罐内表面用同样方式清洗并达到同等程度的清洁。搅拌器应该保持大约100rpm的转速。
2.如果喷淋球只覆盖了罐上部的内表面: --关闭罐底阀 将淋洗或淋洗液加入罐中,直到搅拌头被完全覆盖。 --运行搅拌器,大约100rpm,10分钟 --排空罐
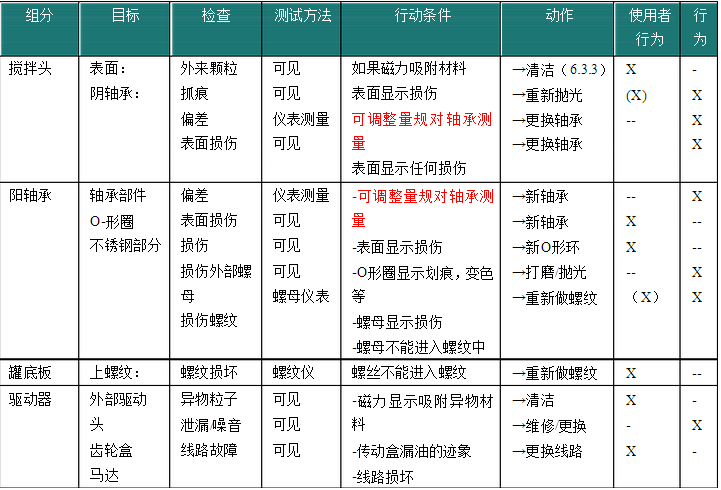
7.维护/保养
以下检查应该作为日常维护进行,(每6个月)保证没有搅拌系统操作问题。有腐蚀性的或高固体含量的产品可能更快地磨坏轴承。
隆隆声音、脱落和高音调声音以及其他罕见的噪音可能表示轴承磨损了。 在维护或保养时,确保考虑过警告和禁止,如下是该手册之前提过的说明: